



雙邊送料式滾輪送料機
時間:2014-12-20 12:38 來源:http://www.maliniia.com 作者: 晉志德機械
在汽車、五金、3C等產品的加工領域,通常需要將金屬板材送入高速連續沖壓設備內,以完成成品或零配件的加工生產。傳統的送料采用的是人工手動將片材從沖床送料口步進化送入的方式,此種加工方法因存在勞動強度大、加工成品精度差的問題,逐步被在沖床模具進料口處裝一臺自動送料機的方式替代,此種方式所組成的沖壓自動化生產線在使用時,若金屬材料剛性大,則能夠高精度、穩定的完成送料動作;只是若使用的金屬材料剛性小、厚度太薄,送料機向沖床送料時就會經常出現拱料、疊料的問題,不僅會影響到加工成品品質,而且很容易造成模具的損傷。

針對這一問題,大多數送料機生產廠家的解決方式是將送料機裝到模具的出料口處,然后在進料口出裝一個托料架,倒拉形式送料完成加工生產,這種加工方式雖能從一定程度緩解送料時的拱起、疊料問題,但卻未能從根源上解決。
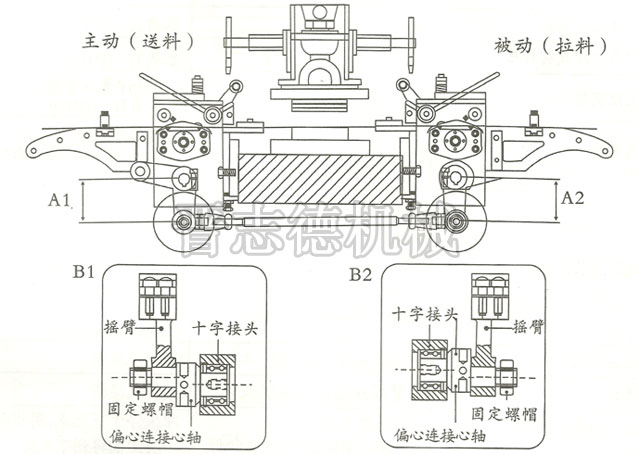
為了從根本上解決薄料加工生產時拱料、疊料的問題,晉志德機械為客戶設計了一種雙邊送料式滾輪送料機的方案,其在沖床模具的進料口和出料口處各安裝了一臺滾輪送料機,一臺用于主動送料機、一臺用于被動拉料,晉志德主動式滾輪送料機與被動式滾輪送料機用連桿連接起來,實際使用時有相同的送料高度與步距,當晉志德主動式滾輪送料機運動時,由于連桿的帶動,使被動式滾輪送料機同步運動,在沖床連續沖壓生產時,主動式滾輪送料機送一個步距的料帶的同時,被動式滾輪送料機拉著料帶向送料方向送一個步距,將金屬料帶送入沖床中,使處于沖床中的金屬料帶保持拉平狀態,即使剛性再小、厚度再薄也不會再會有拱起、疊料的現象產生,從根本上確保了沖壓送料的準確性。
文章發表:http://www.maliniia.com/gsnew_sbgl.html
上一篇:材料架開卷漲縮原理
下一篇:平面電子送料機操作與使用