



齒輪送料機安裝與使用
齒輪送料機雖是五大常用的送料機之一,但卻是其中使用少的一種,因此很多沖壓客戶雖聞其名,但對它的性能與使用卻是一無所知,在實際購買后的安裝與使用上存在大的困擾,為此作為專業送料機生產商的晉志德機械在此詳解一下齒輪送料機的安裝與使用方法。
晉志德齒輪送料機的安裝分為五大步驟:
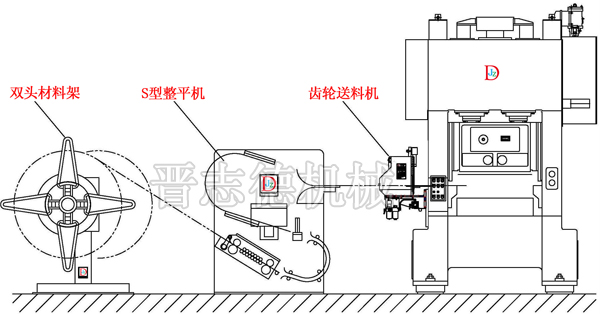
1、根據沖壓工藝之需求,確定齒輪送料機的送料方向與安裝位置。(齒輪送料機多數安裝在沖床工作臺的左側)
2、確定齒輪送料機所搭配之沖床工作臺盤側面中心線的位置。

3、將齒輪送料機的安裝底板中心線跟沖床工作臺盤側面中心線對齊后,在沖床機身上鉆孔攻牙,并將送料機安裝板固定在沖床床身上,特別注意需確保送料機安裝板中心線與沖床工作臺盤中心線相吻合。
4、將齒輪送料機的機身主體固定在安裝板上,其中固定螺絲暫時不要擰緊,再根據模具中心線高度調節安裝板上的高度調節螺桿,讓送料機的出料中心線與模具進料中心線確保上下及左右較好水平后再將安裝底板與送料機主體間的固定螺絲和高度調節螺桿上的鎖緊螺母分別鎖緊,檢查水平的方法:啟動沖床,用寸動方式讓沖床滑塊運動至死點,把齒輪送料機放松凸輪松開,目的是為了放松不起作用,將材料送進送料機,用手盤動同步皮帶輪,往模具里面送料,觀察材料在模具內是否順暢無阻力,如有阻力、卡邊等現象,說明不水平,可通過調整模具或送料機使其達到要求(注:材料本身不可有毛邊,波浪或太油)。
5、將齒輪送料機連接固定盤套在沖床輸出軸上(沖壓客戶在訂購齒輪送料機時需提供輸出軸的相關尺寸),通過調整張力滑輪將傳動皮帶的長度調至適當,此時即完成晉志德齒輪送料機的整個安裝過程。
齒輪送料機安裝完畢后,還需根據實際沖壓工藝之需求對其材料厚度和放松角度進行調整。
齒輪送料機材料厚度的調整方式:將材料用手放進滾輪,將偏心輪轉到3點的位置調整放松螺桿,使材料離開滾輪完全放松即可(注:滾輪離開越高,壓痕越深),通過料厚調整螺絲調節送料厚度,用手拉動材料,以材料能在送料機內無阻力來回拉動適宜,順時針旋轉料厚調整螺絲則見習增大,逆時針見習則小,檢驗是否合適,可將放松凸輪的高點向后或向前稍做旋轉,用手搖動材料,可感覺材料開始松動,如阻力很大,則重新調整料厚調整螺絲直至符合要求,但間隙不宜過大,將導致放松角度過大,影響送料精度。
齒輪送料機放松角度的調整:1、將偏心輪轉到3點位置即送料完成角度;2、再將偏心輪轉到4點位置,此時未完全材料前后拉動有點緊。3、將偏心輪轉至5-6點位置,此時材料完全放松,將偏心輪轉至7到8點位置,此時材料夾緊,送料時間為9點開始送料,跟沖床角度完全一致就完成了整個送料機放松角度的調整。
文章發表:http://www.maliniia.com/new_clas.html