



S型沖床同步整平機性能特點
傳統的整平機采用馬達啟動、停止、再啟動的間斷送料整平模式。而這種送料整平模式存在的問題:一是整平過的材料表面常會出現壓痕,材料應力不能有效消除,平整度較差,從而影響沖床的加工質量;二是由于馬達開、停頻繁,導致電流變化大,使馬達的使用壽命大大縮短。
為了解決傳統整平機存在的整平過的材料,其表面有壓痕、平整度低及整平機上的馬達使用時間短的問題,晉志德機械專為客戶研發生產了一款S型沖床同步整平機。
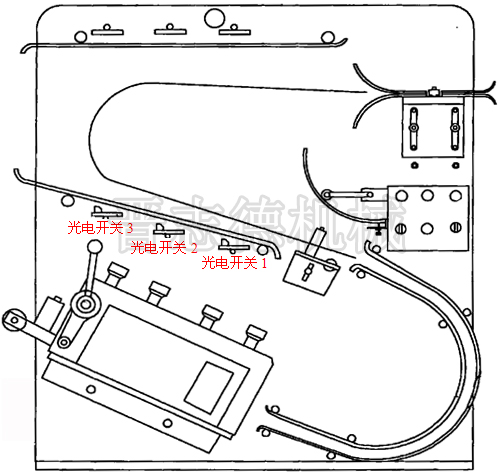
S型沖床同步整平機由整平機頭、馬達、S型送料軌道及軌道的二側的光電開關組成,其中馬達與整平機頭連接,其上帶有變頻器,整平頭包括機身、裝于機身上的導料架、整平調節手柄、整平輪、壓力調節螺絲和拉料輪,導料架裝于機身在左側,整平調節手柄位于導料架和整平輪之間,拉料輪的上部為壓力調節螺絲。軌道架邊側有擋料輪和出料口。軌道架上還裝有控制開關。
S型沖床同步整平機實際使用時,材料通過拉料輪進入S型軌道,經過整平輪整平,消除材料原有應力及變形。整平厚度以及平直度由整平調節手柄調整。變得平整后的整平材料,進入S型軌道。處于S型軌道中的材料,依據所處的位置,光電開關1、光電開關2和光電開關3會給予變頻器相應的頻率指示,從而控制馬達的轉速,達到與沖床相符的送料速度。
三組光電開關的具體工作原理為:當光電開關1沒有被材料遮擋,光電開關閉合,變頻器在半秒內以設定的頻率加速,如50HZ,馬達轉速加快,在加速的過程中,材料逐步向上運動,因為它過沖床的送料速度。上行到一定位置,光電開關1斷開,變頻器在半秒內逐步減速到相應設定的頻率,如30HZ,如此重復運行。當沖床在停止狀態下啟動,以每分鐘35米的速度沖制工件,這時處于停止位置的材料上升,光電開關3閉合,此時由于光電開關3和2之間設定的速度僅為15米/秒,沒有滿足沖床速度的要求,材料繼續向上,經過一個材料的位置后,到達又一個材料的位置,這時光電開關2閉合,同時速度升到25米/秒。如果送料速度仍沒有達到沖床的要求,材料繼續向上,并到達材料的位置,這時光電開關1閉合,送料速度加速到50米/秒。如果加速過程中,送料速度過沖床速度,材料又不斷降低,光電開關1斷開,送料速度逐步降至25米/秒。在降速過程中,當送料速度低于沖床速度,材料又向上升起,光電開關1閉合,如此重復。通常情況下,材料始終在光電開關1處作上下相應移動,以滿足沖床沖制時,供料速度的要求。
S型沖床同步整平機能達到與沖床完全同步生產的效果,速度快且經其整平后的材料,其表面無壓痕,應力得以有效消除且平整度較高,能配合沖床加工出高品質的產品,是高速沖壓生產線理想的選擇。
文章發表:http://www.maliniia.com/news_cctbzpj.html