



臥式全自動收料機運行原理
目前沖壓自動化生產線中常用的收料機,僅設一轉盤機構來收取沖壓后的料帶,例如:金屬箔片卷料,當材料經過沖壓后,形成整條料帶,經由傳送裝置直接輸送至轉盤機構上的收料盤,再由收料盤進行卷帶收料的動作,等到料帶收取至一定長度時,再由人工用裁剪器具予以裁剪。常用的收料機,雖能達到卷帶收料效果,但存在以下缺點:1、在收取過程中,如有料帶在中途斷裂,該轉盤機構并不會停止,而會繼續進行卷帶收料的作動,此易造成斷裂的料帶卡住轉盤機構,使轉盤機構損毀;2、轉盤機構上的收料盤所收取的料帶,其收取長度,全憑人工目視來作決定,此易造成收料盤所收取的料帶長度不一;3、當收料盤已卷帶收料完成時,必需靠人工關掉電源,然后用人工來裁剪料帶,再換新的收料盤繼續進行卷帶收料,此易造成人力資源浪費,且電源開關易因反覆開啟、關閉而造成毀壞。
為了更加便于客戶的使用,提高沖壓自動化生產線效率,晉志德機械為客戶設計了一款全新的臥式全自動收料機,其能達到精確收取料帶、無須分段操作、節省人力資源和縮短料帶收取的時間,提高效益的目的。
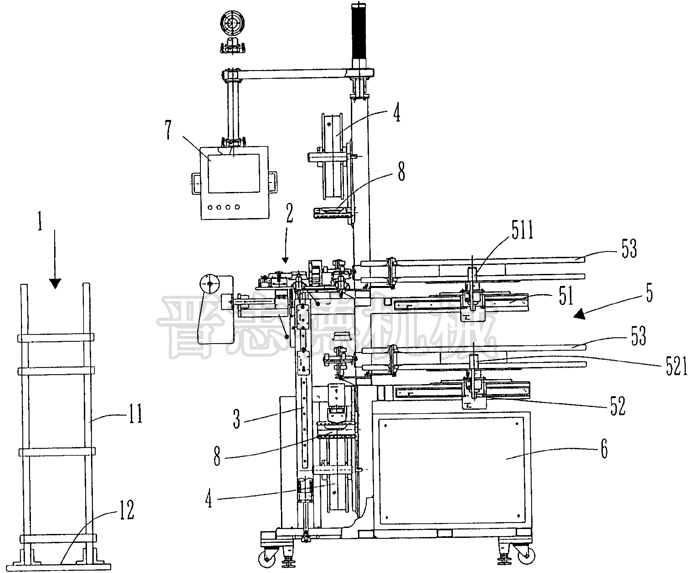
晉志德臥式全自動收料機由檢測裝置、傳送裝置、升降裝置、紙帶機構和動力機構構成。使用時,先在全自動收料機控制面板上預設料帶的收取長度,傳送裝置的座板剛好與卷帶機構的上轉盤形成串聯對應狀態,當卷帶機構開起運作時,由卷帶機構的上轉盤開始轉動,該上轉盤可正、反向轉動,使上轉盤的空收料盤開始進行卷帶收料的作動,此時,卷帶機構的下轉盤為停止狀態,同時沖壓后的料帶隨著空收料盤轉動,由檢測裝置輸送至傳送裝置,再由傳送裝置輸送至空收料盤,當上轉盤轉動速度太快或太慢,或料帶在中途輸送斷裂時,經由檢測裝置的偵測器感測到,會將感測到的信號傳送至控制裝置,促使控制裝置調整上轉盤轉動的速度,或中止整臺收料機的運作,以避免損壞收料機。
當沖壓后的料帶快要輸送至空收料盤時,傳送裝置上側的紙帶機構會將間隔紙覆蓋到料帶上,再將有間隔紙覆蓋的料帶輸送至空收料盤,等到空收料盤卷帶收料至控制裝置預設料帶的收取長度時,傳送裝置的料帶裁剪裝置會自動將料帶裁剪掉,同時,紙帶機構一側的紙帶裁剪裝置,則自動裁剪間隔紙,此時,卷帶機構的上轉盤停止動作,升降裝置向下降至傳送裝置的座板,與卷帶機構的下轉盤形成串聯對應狀態,然后將上轉盤已完成卷帶收料的收料盤更換為下一個空收料盤,而一轉盤繼續動作,該下轉盤亦可正、反向轉動,當沖壓后的料帶快要輸送至空收料盤時,傳送裝置下側的紙帶機構會將間隔紙覆蓋到料帶上,再將有間隔紙覆蓋的料帶輸送至空收料盤,等到空收料盤卷帶收料至控制裝置預設料帶的收取長度時,傳送裝置的料帶剪裝置會自動將料帶裁剪掉,同時,紙帶機構一側的紙帶裁裝置,則自動裁剪間隔紙,此時,卷帶機構的下轉盤停止動作,收料機升降裝置向上升至傳送裝置的座扳,與卷帶機構的上轉盤形成串聯對應狀態,其后續動作則如前述動作一樣,依此循序運作。
文章發表:http://www.maliniia.com/news_qzdslj.html